

Les joints toriques métalliques creux, également appelés joints d'étanchéité métalliques creux, sont des éléments d'étanchéité annulaires fabriqués avec précision à partir de tubes métalliques sans soudure à paroi mince et haute résistance. Leur section transversale est généralement circulaire (personnalisable en forme de C, elliptique ou rectangulaire). Sous l'effet d'une déformation élastique due à la compression, ils comblent les micro-espaces à l'interface d'étanchéité pour assurer une étanchéité fiable. Contrairement aux joints toriques en caoutchouc traditionnels ou aux joints métalliques pleins, les joints toriques métalliques creux sont spécialement conçus pour les environnements extrêmes. Ils résistent à des températures allant de -270 °C (cryogénie à l'hélium liquide) à plus de 1 000 °C, à des pressions de plusieurs dizaines de MPa à plusieurs gigapascals, au vide poussé (de l'ordre de 10⁻⁹ Torr) et aux milieux hautement corrosifs. Ils constituent une technologie d'étanchéité essentielle dans les secteurs de l'aérospatiale, du nucléaire, de la pétrochimie, des équipements sous vide pour semi-conducteurs et des turbines à gaz haute température. Cet article propose une analyse technique professionnelle et détaillée des joints toriques métalliques creux, abordant leurs fonctions, leurs principes de fonctionnement, leur structure, leurs matériaux, leurs procédés de fabrication, leurs paramètres de performance, leurs applications et leurs tendances de développement.
1. Fonctions et principes de fonctionnement
Les joints toriques métalliques creux sont principalement utilisés pourétanchéité statique(Applications sans mouvement relatif ou avec un mouvement minimal). Leur fonction principale est d'empêcher les fuites de liquides, de gaz ou de vide, garantissant ainsi la fiabilité à long terme du système dans des conditions extrêmes de température, de pression et de fluides.
Le principe d'étanchéité repose surdéformation par compression et auto-adaptation à la pression:
- Scellement initialLors de l'installation, le joint torique est soumis à une précharge axiale ou radiale (taux de compression typique de 10 % à 30 %). La paroi du tube creux subit une déformation élasto-plastique, générant une contrainte de contact initiale (typiquement de 5 à 50 MPa) qui comble les irrégularités microscopiques de surface.
- Auto-renforcement de la pression (effet auto-serrant)Lorsque la pression du système augmente, le fluide pénètre dans la cavité (type auto-énergétique) ou agit directement sur la paroi extérieure, augmentant ainsi la contrainte de contact. Il en résulte une caractéristique d'auto-renforcement : « pression plus élevée, étanchéité renforcée ».
- Variantes gonfléesPré-rempli de gaz inerte (par exemple, d'azote). Lorsque la température augmente, la pression interne augmente simultanément, maintenant une contrainte de contact constante ; idéal pour les conditions de cyclage à haute température.
- Calcul de la force d'étanchéitéLa contrainte de contact σ = F / A (F = force d'étanchéité totale, A = surface de contact), où F inclut la précharge et la contribution de la pression du système. L'analyse par éléments finis (AEF) montre que la structure creuse peut augmenter la largeur de contact de 20 % à 50 % sous haute pression, réduisant ainsi considérablement le taux de fuite.
Contrairement aux joints toriques en caoutchouc, les joints toriques métalliques creux utilisent le module d'élasticité du métal (plutôt que la déformation rémanente du caoutchouc) pour l'étanchéité, éliminant ainsi les risques de vieillissement, de gonflement ou d'extrusion.
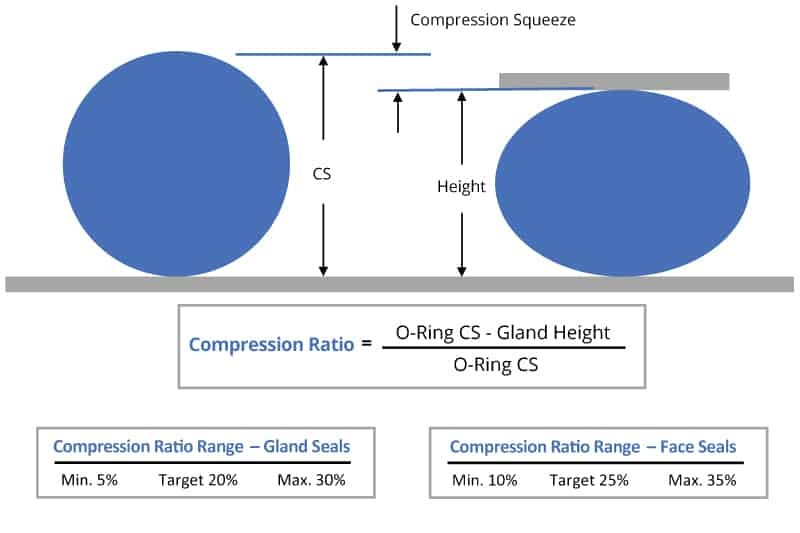
(L'image ci-dessus illustre le principe de compression typique des joints toriques. La structure métallique creuse permet une déformation similaire, mais avec une résistance bien supérieure.)
2. Conception et classification des structures
Les joints toriques métalliques creux adoptent uneformage tubulairestructure:
- Type de base: Tube rond creux sans soudure, adapté aux pressions moyennes à basses (≤40 MPa).
- Type auto-alimenté (avec trous): Des micro-orifices dans la paroi du tube permettent à la pression du système de pénétrer directement à l'intérieur, améliorant ainsi l'étanchéité haute pression (convient pour >50 MPa).
- Type gonflé: Pré-pressurisé en interne avec un gaz spécifique, adapté aux cycles à haute température et haute pression (plage de pression 40–140 MPa).
- Type amélioré revêtuSurface plaquée argent, or, nickel ou revêtement PTFE pour améliorer l'étanchéité initiale et la résistance aux fluides.
Les diamètres des tubes varient généralement de 0,5 à 10 mm, l'épaisseur de la paroi de 0,1 à 0,5 mm (ajustable en fonction de la pression/température) et les diamètres des anneaux de quelques millimètres à plusieurs mètres.
3. Sélection des matériaux
Le matériau détermine directement les performances en conditions extrêmes :
- Acier inoxydable (SUS304/316L)Résistant à la corrosion et économique, plage de température de -200°C à 800°C.
- Inconel 718 / 625 (alliages à base de nickel): Idéal pour les applications à haute température et haute pression, résistant à plus de 1000 °C et à l'oxydation.
- Série C d'Hastelloy: Pour les environnements fortement acides et alcalins.
- alliages de titaneApplications légères et à vide poussé.
- Autres: Cuivre ou aluminium (basse pression, basse température) ou alliages spéciaux.
Revêtements de surface : Argent (conductivité thermique/faible friction), Or (vide poussé), PTFE (antiadhésif).
4. Processus de fabrication (Processus de formage des tubes de précision du noyau)
La fabrication des joints toriques métalliques creux relève des techniques de formage des métaux de haute précision et de traitement de surface. Elle repose essentiellement sur la garantie d'un tube sans soudure, sans concentration de contraintes et avec une précision géométrique de la surface de contact de ±0,01 mm.
- Préparation des tubes:
- Tubes métalliques à parois minces sans soudure de haute pureté (étirés ou extrudés), tolérance d'épaisseur de paroi ±0,005 mm, Ra de surface ≤0,2 μm.
- Traitement de recuit pour éliminer le stress interne.
- Formage de précision:
- Cintrage/enroulement de tubes CNCLes cintreuses de tubes CNC multi-axes forment avec précision des tubes droits en anneaux circulaires (précision du diamètre ±0,05 mm) sans plis.
- Soudage (facultatif)Le soudage bout à bout utilise le soudage laser ou TIG sous protection gazeuse inerte. Les cordons de soudure sont soumis à un contrôle non destructif à 100 % par rayons X afin de garantir une étanchéité parfaite aux gaz.
- Traitement thermiqueTraitement thermique sous vide ou sous atmosphère inerte pour restaurer l'élasticité du métal.
- Finition:
- Rectification / Rodage / Polissage: Surfaces de contact rectifiées à Ra ≤0,1 μm, planéité ≤0,02 mm.
- Traitement de surface: Électroplacage/placage chimique (épaisseur 5–20 μm) ou dépôt physique en phase vapeur (PVD).
- Post-traitement et inspection:
- Détection de fuites à 100 % par spectromètre de masse à hélium (taux de fuite <10⁻⁹ mbar·L/s).
- Essais de force radiale/compression, analyse de dureté/métallographique.
- Emballage propre (salle blanche).
Les lignes de production modernes utilisent des systèmes CNC entièrement automatisés et des robots, ce qui permet d'obtenir une précision unitaire bien supérieure à celle du bobinage et du soudage manuels, avec une productivité multipliée par plus de 5.
5. Caractéristiques de performance et paramètres clés
Performances typiques (matériau Inconel) :
- Plage de température: -270°C à 1000°C (plus élevé instantanément).
- Plage de pressionVide jusqu'à 140 MPa (type auto-énergisé encore plus élevé).
- Taux de fuite: ≤10⁻⁹ mbar·L/s (classe de vide poussé).
- Taux de compression: 10 %–35 %, taux de rebond >90 %.
- Durée de viePeut être réutilisé des centaines de fois sans dégradation significative des performances.
- AvantagesRésistant aux radiations, à la corrosion et aux chocs ; petite taille et poids léger ; installation simple (conception à rainure simple).
Comparés aux joints toriques en caoutchouc, les joints toriques métalliques creux présentent des taux de fuite 3 à 5 ordres de grandeur inférieurs dans des conditions extrêmes.
6. Installation et conception des rainures
- Types de rainuresRainures axiales ou radiales ; compression recommandée 15 % à 25 %.
- Précautions: Surface de la rainure Ra ≤0,8 μm, congé R0,2–0,5 mm ; éviter les rayures lors de l'installation ; précharge contrôlée par des boulons ou des plaques de pression.
- Validation par éléments finisUtilisez ANSYS pour simuler la distribution des contraintes de contact, en veillant à l'absence de surpression ou de fuite.
7. Domaines d'application
- AérospatialChambres de combustion des moteurs, canalisations de propergol de fusée, joints d'étanchéité sous vide des satellites.
- L'énergie nucléaire: Cuves de réacteur (RPV), mécanismes d'entraînement des barres de contrôle.
- PétrochimiqueVannes haute température et haute pression, brides de pipeline, équipements sous-marins.
- Semi-conducteurChambres à vide, équipements CVD/gravure.
- AutresTurbines à gaz, détecteurs sous-marins, équipements pour l'énergie hydrogène.
8. Tendances du développement technologique
- IntelligenceCapteurs de contrainte intégrés pour la surveillance en temps réel de la pression de contact.
- CompositionRessorts intégrés ou nano-revêtements pour réduire davantage la friction et les fuites.
- Production verteFormage laser (réduction des défauts de soudure), alliages recyclables.
- À grande échelle: Diamètres supérieurs à 5 m pour les dispositifs de fusion nucléaire.
Conclusion
Grâce à leur structure tubulaire creuse unique et à leur processus de fabrication de précision, les joints toriques métalliques creux sont devenus une solution d'étanchéité incontournable pour les conditions d'utilisation extrêmes. Leur fabrication intègre le formage des métaux, le soudage, le traitement de surface et un contrôle rigoureux ; chaque étape influe directement sur la fiabilité finale de l'étanchéité. Pour les ingénieurs R&D et d'application, une compréhension approfondie de leurs principes, processus et performances est essentielle pour optimiser la conception des systèmes et améliorer la sécurité des équipements. Il est recommandé de choisir des produits de qualité OEM en fonction des conditions d'utilisation spécifiques et d'optimiser les rainures par simulation aux éléments finis (FEA) afin d'obtenir une durée de vie et une rentabilité optimales.
Cet article, rédigé selon les pratiques courantes des fabricants (tels que Technetics, Sonkit, etc.) et les normes d'ingénierie, constitue un document de référence pour les spécialistes des technologies d'étanchéité. Pour les applications pratiques, veuillez consulter les manuels d'utilisation spécifiques et procéder à des vérifications par essais.
Date de publication : 17 avril 2026




