
Les joints à ressort, également appelés joints à lèvres en PTFE à ressort, sont des joints haute performance de type U. Ils sont constitués d'une enveloppe en polymère usinée avec précision (généralement en PTFE ou autre plastique haute performance) renfermant un ressort métallique interne (en porte-à-faux/type V, hélicoïdal, à spirale inclinée/type O ou spiralé). Le ressort assure une précharge initiale constante, tandis que la pression du système contribue à l'activation des lèvres pour une étanchéité fiable. Cette conception surmonte les limitations des joints toriques en caoutchouc traditionnels dans des conditions extrêmes : large plage de températures (-200 °C à +300 °C), pressions supérieures à 700 kg/cm², produits chimiques agressifs, vide ou fonctionnement à sec. Ils présentent un coefficient de frottement extrêmement faible (0,05 à 0,15), un vieillissement et un gonflement négligeables, ainsi qu'une longue durée de vie, souvent 3 à 10 fois supérieure à celle des joints conventionnels. Idéal pour les applications hydrauliques, aérospatiales, semi-conducteurs, dispositifs médicaux, pétrochimiques, compresseurs, vannes, etc. Contrairement à la déformation élastomère pure des joints toriques ou à l'extrusion plastique des joints métalliques, les joints à ressort combinent précharge du ressort, auto-activation par pression et lèvres à faible frottement. Le choix du joint repose sur les conditions de fonctionnement, le type de ressort, les matériaux, les dimensions et la conception de la gorge, conformément aux pratiques et normes d'ingénierie en vigueur dans l'industrie. Le processus comprend six étapes ; l'utilisation d'outils de calcul professionnels est recommandée pour une précision optimale.
Étape 1 : Analyse des conditions de fonctionnement (recueil des besoins)
Définir les paramètres clés — le fondement de la sélection :
- Type d'étanchéité: Mouvement statique, alternatif (tige/piston), rotatif ou combiné.
- MoyenHuiles, eau, acides/alcalis, solvants, gaz, vide, fluides radioactifs.
- Plage de température: Cryogénique (-200 °C) à haute (+300 °C), y compris les cycles thermiques.
- Pression: Vide jusqu'à >700 kg/cm² (la haute pression nécessite des conceptions auto-alimentées).
- Vitesse: Mouvement alternatif <5 m/s, mouvement rotatif <20 m/s (limites de fonctionnement à sec plus strictes).
- Autre: Exigences de friction, taux de fuite (<10⁻⁹ Pa·m³/s), espace d'installation, finition de surface (Ra ≤0,2–0,4 μm), rayonnement/propreté.
ConseilsÀ privilégier lorsque les élastomères présentent des défaillances (haute température/corrosion, fonctionnement à sec, démarrage à pression nulle/basse, très basse température) ; ajouter des anneaux de support/de renfort en cas de haute pression/pulsation ou d'excentricité.
Étape 2 : Sélection du type et du ressort
Adaptation aux besoins en matière de pression, de mouvement et de frottement (élément de différenciation clé par rapport aux autres joints) :
- Ressort en porte-à-faux/en V: Haute pression (>100 kg/cm²), haute résilience, convient à l'étanchéité dynamique alternative, friction modérée.
- Ressort hélicoïdal/en U (à doigts/spirale)Démarrage à basse/zéro pression, étanchéité rotative, friction minimale, tolérance élevée.
- Ressort hélicoïdal incliné/ressort en O (fil rond/plat)Applications à très faible friction, rotatives ou ultra-propres (semi-conducteurs/médical).
- variantes spéciales: Lèvres inclinées, décalées, doubles lèvres, bords racleurs, spécifiques aux moteurs rotatifs (avec renfort en porte-à-faux).
Principe de sélectionSoupapes à mouvement alternatif haute pression → en V/à bras creux ; soupapes rotatives/à faible frottement → hélicoïdales/en U ou à bobine inclinée ; corrosion extrême/sous vide → alliages spéciaux + PTFE chargé. Privilégier les conceptions à lèvres asymétriques (lèvre dynamique plus courte/plus épaisse pour un frottement réduit).
(L'image ci-dessus montre des joints à ressort typiques : différentes couleurs/profils/matériaux, notamment du PTFE vierge blanc, du PTFE noir chargé, etc.)
Étape 3 : Sélection des matériaux
- Matériaux de la veste(contrôle des performances chimiques/thermiques) :
- PTFE vierge : -200 à +260 °C, compatibilité avec un large éventail de supports.
- PTFE chargé (fibre de carbone, fibre de verre, MoS₂, bronze) : résistance à l'usure améliorée, friction réduite, haute pression.
- PEEK/UHMWPE : Résistance/abrasion supérieure (jusqu'à +300 °C).
- Autres (par exemple, PCTFE) : Spécialisés pour les très basses températures.
- Matériaux de printemps:
- Acier inoxydable 301/316 : Usage général.
- Hastelloy C276, Inconel : Corrosion sévère/haute température.
- Titane : Léger/qualité médicale.
- Revêtements/modificationsRevêtements optionnels en MoS₂ ou PTFE pour une réduction supplémentaire du frottement.
Principe de sélection: Consultez les tableaux de compatibilité des matériaux (le PTFE est presque universel, sauf pour les métaux alcalins fondus) ; pour les hautes températures et pressions, privilégiez le PTFE chargé avec des ressorts résistants à la corrosion ; pour les applications alimentaires et médicales, utilisez des qualités conformes aux normes de la FDA.
Étape 4 : Sélection des dimensions (Diamètre de la section transversale + Diamètre de l'anneau)
- Série standard: Tailles courantes dans l'industrie (section transversale typique de 2,4 à 9,5 mm), diamètres intérieur/extérieur adaptés à l'arbre/alésage ; pas de norme universelle unique, mais des tableaux de séries disponibles.
- Paramètres clés:
- Diamètre de la section transversale (d2) : Plus grand, il offre une meilleure compensation de tolérance et une meilleure force d'étanchéité (commencez par 3,5 à 6 mm).
- Hauteur/largeur des lèvres : Asymétriques pour les applications dynamiques.
- Étirement/compression : Installation radiale 2 %–5 % (rotative < 3 %).
- spécifique au rotatifStructures rainurées ou renforcées pour des vitesses plus élevées.
Notes de calculForce d'étanchéité initiale = force du ressort + pression × surface ; privilégier les sections transversales plus larges pour la compensation de l'excentricité/de l'usure.
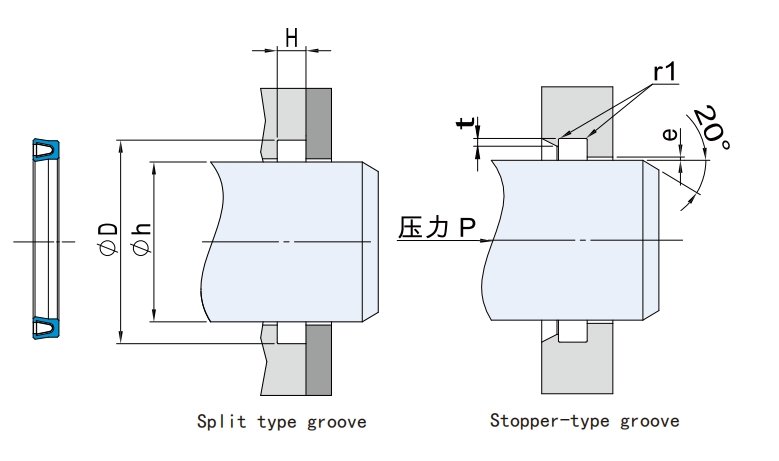
Étape 5 : Conception des rainures (Étape technique essentielle)
Les rainures sont généralement rectangulaires ou étagées, assurant une compression adéquate des lèvres, une précharge du ressort et un espace de contre-pression :
- taux de compression: 10 %–25 % (basse pression 10–15 %, haute pression 20–25 %) ; formule : Compression = (hauteur libre – profondeur de la rainure) / hauteur libre.
- Profondeur de la rainure: Diamètre de la section transversale × (1 – taux de compression), avec une tolérance de 0,05 à 0,1 mm.
- Largeur de la rainure: 1,05–1,25 × diamètre de la section transversale (permet de compenser l’expansion et la déformation du rebord).
- Autres exigences:
- Finition de surface : Ra d'accouplement ≤0,2 μm, Ra de rainure ≤0,8 μm.
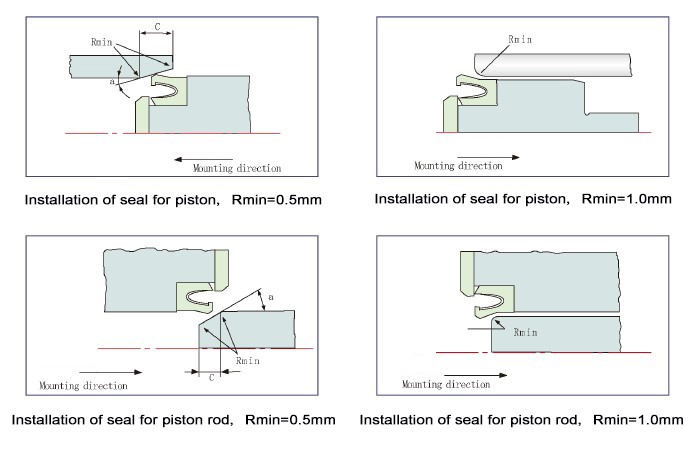
- Chanfreins/raccords : chanfrein d’entrée de 15° à 20° (empêche les dommages aux lèvres), R 0,2 à 0,5 mm.
- Haute pression (>200 kg/cm²): Ajouter des anneaux de support/renfort (PEEK ou métal) pour éviter l'extrusion.
- Remplissage volumique : 75 % à 85 %.
- Direction de la pression : Lèvres/face d'ouverture, côté haute pression.
types de rainures courants:
- Piston/tige radiale : Rectangulaire avec chanfrein d'entrée.
- Rotatif : Caractéristiques de positionnement axial.
- Face statique : Rainures peu profondes.
Étape 6 : Installation, validation et optimisation
- Notes d'installation: Nettoyer les surfaces (pas d'huile ni de bavures), utiliser un lubrifiant/des outils compatibles, installer verticalement (éviter l'inversion du rebord), serrer les boulons progressivement et uniformément, vérifier l'intégrité du ressort.
- ValidationTests de cyclage pression/température (plus de 72 h), détection de fuites d'hélium, simulation de frottement/durée de vie. Optimisation par ajustement du type de ressort ou des garnitures.
- Problèmes courants à éviter: Compression insuffisante (fuite à basse pression), surfaces rugueuses (usure des lèvres), absence de bagues de support (extrusion à haute pression), rayures d'installation.
Outils recommandés: Manuels industriels ou calculateurs en ligne (conditions d'entrée pour recommander la section transversale, la rainure et les tolérances).
Recommandation finaleLes joints à ressort sont la solution idéale pour les conditions extrêmes où les élastomères ou les métaux sont mis à rude épreuve. Correctement sélectionnés, ils garantissent une étanchéité quasi parfaite et une durée de vie prolongée. Il est impératif de réaliser des essais sur prototype (notamment des cycles à haute vitesse et haute température). Pour des recommandations précises concernant la gorge et le modèle, veuillez fournir les paramètres spécifiques (fluide, pression, température, diamètre de l'arbre).
Pour garantir la sécurité et la fiabilité du système, veuillez vous référer aux normes d'ingénierie générales et aux manuels d'étanchéité. Dans les cas complexes, effectuez une simulation par éléments finis ou consultez des ingénieurs spécialisés en étanchéité. Dans les équipements de pointe, les joints à ressort sont devenus une solution d'étanchéité essentielle.
Date de publication : 23 mars 2026




